Overhangs, Bridges, and Supports: Minimising Clean-up Time
Designing parts with the 45-degree rule, utilizing chamfers instead of fillets, and bridging short gaps minimizes support material usage, post-processing time, and surface scarring.
Designing for Support-Free Additive Manufacturing
FDM 3D printing builds parts from the bottom up. Every new layer must be supported by the layer beneath it. When a design features features that hang out over empty space (known as overhangs or bridges), the printer must either print onto temporary support structures or bridge the gap in mid-air.
Designing your CAD files to minimize support structures is one of the best ways to reduce print times, lower costs, and ensure a clean, smooth surface finish.
Adhere to the 45-degree rule for overhangs and use chamfers instead of round fillets on horizontal holes to eliminate the need for surface-scarring support structures.
1. The 45-Degree Overhang Rule
As a general rule, overhang angles up to 45 degrees (measured from the vertical build axis) can be printed without support structures. Each new layer has enough overlap with the previous layer to remain stable.
- Over 45 Degrees: Angles steeper than 45 degrees (e.g. 60 degrees) will sag or fail because the extruded plastic has nothing to rest on.
- The Design Fix: Replace steep overhangs with chamfers angled at 45 degrees or less. This allows the printer to build the geometry naturally.
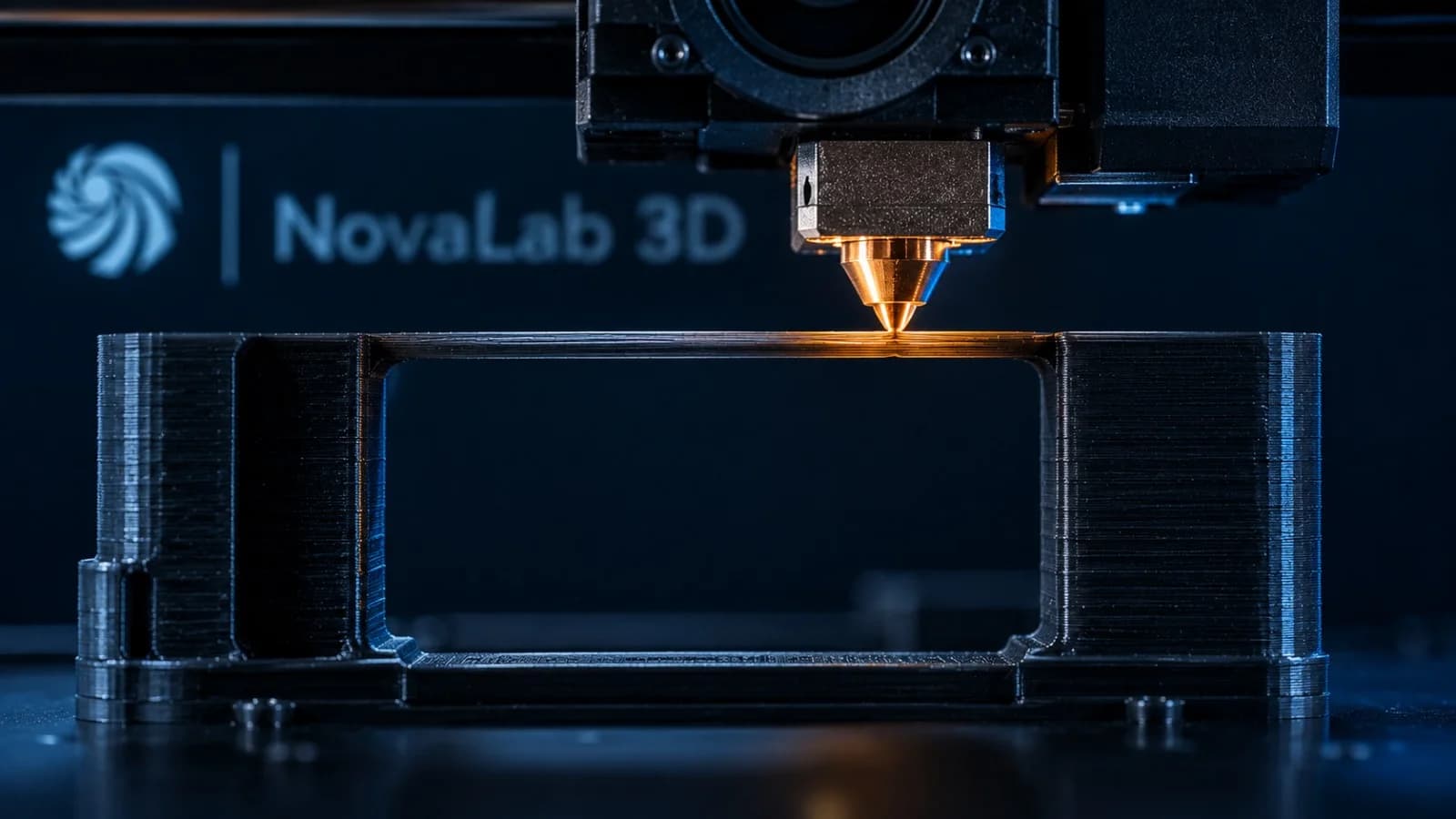
2. Bridging Limits
A bridge occurs when the printer must extrude filament horizontally between two raised points (like a lintel over a doorway).
- FDM printers can bridge short distances (up to 10mm to 15mm) with minimal sagging, using active cooling fans to freeze the filament in mid-air.
- The Design Fix: If you have flat horizontal surfaces spanning wider gaps, consider dividing the span with vertical columns or designing a triangular arch to support the horizontal roof.
3. The Cost of Supports
Why do we want to avoid support structures?
- Surface Scarring: Where the support material meets the part, it leaves a rough, dimpled surface that requires sanding or post-processing to clean up.
- Material Waste: Support structures are printed and then thrown away, increasing material costs.
- Extended Print Times: Printing supports requires extra nozzle movements and material changes, extending production schedules.
Optimize Your Geometries
At NovaLab 3D, we examine every CAD file for support optimization. We will often suggest slight geometric changes (such as adding a chamfer or dividing a part) to help you save money and get a better surface finish. Submit your designs for a quick assessment.
Frequently Asked Questions
Keagan Walker
Founder & Lead Designer
NovaLab 3D is a boutique engineering and additive manufacturing studio based in Pickering, North Yorkshire. We provide B2B clients and product developers with direct access to lead engineering consulting, fast 48-hour turnarounds, and custom FDM production runs.